

郵 箱:shidaiyiqi@timegroup.com.cn
號(hào)(2).jpg)
角焊、點(diǎn)焊探傷
角焊縫主要有T型焊縫、搭接焊縫及接管焊縫等形式。
一、T型焊縫探傷 T型焊縫探傷有兩種形式:其一為面板與腹板鏈接處的中間部分不需要焊透,只在兩角處焊接。其二為面板與腹板連接處全部焊透,這兩種焊縫分別可用直探頭及斜探頭探傷。
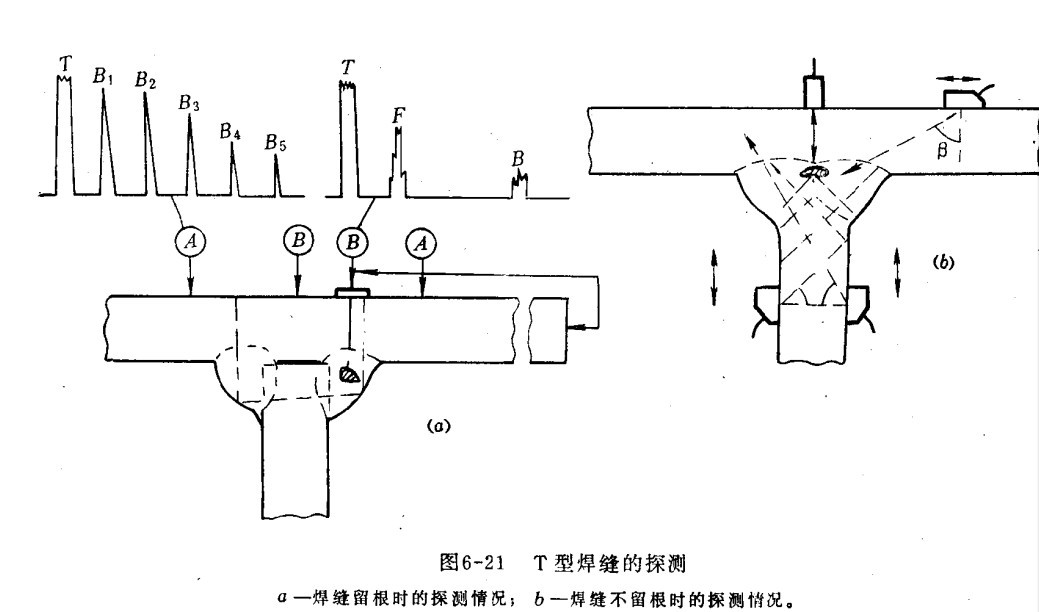
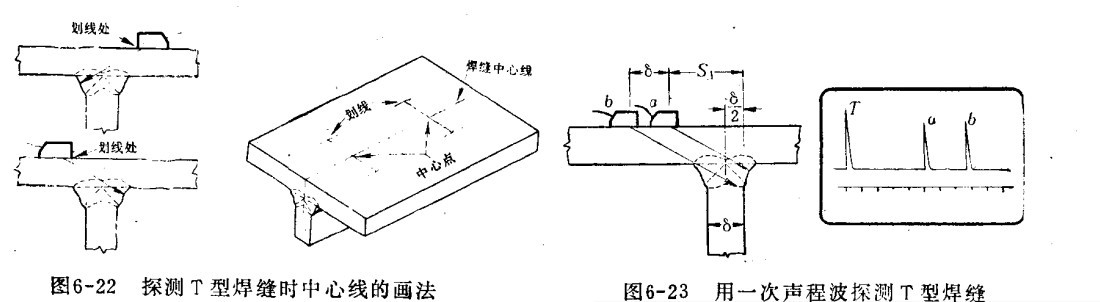
實(shí)際探測(cè)中,只要條件(探測(cè)面)允許,一般都以面板為探測(cè)面,用橫波探測(cè)。探測(cè)時(shí),首先在面板上定出焊縫中心線(xiàn)的位置。中心線(xiàn)的定位方法是先將探頭在焊縫一側(cè)移動(dòng),得到從焊角反射一次聲程波位置,然后探頭在焊縫另一側(cè)移動(dòng),也得到從焊角反射的一次聲程波位置(兩側(cè)的反射波在熒光屏上的位置相同),兩探頭距離的中心點(diǎn),即為探頭的中點(diǎn),由二個(gè)中心點(diǎn),即可畫(huà)出焊縫的中心線(xiàn)。
探傷時(shí),斜探頭從一次聲程的a位置到b位置,移動(dòng)的距離等于腹板厚度,在熒光屏上出現(xiàn)a波及b波。探傷儀探頭在焊縫中心線(xiàn)兩側(cè)分別從a移動(dòng)到b時(shí),若在a波與b波之間出現(xiàn)發(fā)射波,則一般為缺陷波。用斜探頭沿中心線(xiàn)移動(dòng)(聲束方向與中心線(xiàn)平行),可探測(cè)橫向缺陷。
當(dāng)探頭沿中心線(xiàn)方向移動(dòng)探測(cè)橫向缺陷時(shí),一般不應(yīng)有反射波,如有反射波則基本上是缺陷波,但當(dāng)腹板較薄或探頭移動(dòng)有偏轉(zhuǎn)時(shí),也會(huì)出現(xiàn)焊縫增強(qiáng)量反射波,應(yīng)注意區(qū)別。

- 時(shí)代TIME3234高精度粗糙度輪廓波紋度儀[2022/05/07]
- 時(shí)代TIME28系列涂層測(cè)厚儀[2022/04/29]
- 時(shí)代TIME5430邵氏硬度計(jì)A-(原TH220升級(jí)款)[2022/04/27]
- 時(shí)代TIME2190超聲波測(cè)厚儀[2022/04/18]
- 時(shí)代TIME5370智能無(wú)線(xiàn)里氏硬度計(jì)[2022/04/07]
- 時(shí)代TIME323X粗糙度形狀測(cè)量?jī)x[2022/02/16]
- TIME7240便攜式測(cè)振儀-原TV400[2021/08/04]
- 時(shí)代凸鼻子洛氏硬度計(jì)TIME6166-原TH300升級(jí)款[2021/08/03]
- 時(shí)代TIME5351(WiFi)數(shù)字化里氏硬度計(jì)[2021/08/03]
- TIME5352智能化里氏硬度計(jì)[2021/08/03]